In many organizations, managers assume that the slowest machine in a production line is the bottleneck. While this assumption may seem logical, it often leads to incorrect decisions and inefficient process improvements. In reality, bottlenecks in Lean management are not always about speed. They are about flow restriction and system constraints. The Bottleneck Is Not Always the Slowest Machine: A Lean Perspective on Identifying Real Constraints.
Understanding the true bottleneck in a process is essential for improving throughput, operational efficiency, and Lean manufacturing performance. Organizations that misidentify constraints often invest time and resources into the wrong areas, which ultimately increases costs without improving output.
The Traditional Assumption: The Slowest Machine Is the Bottleneck
Many production teams rely on average cycle time to determine bottlenecks. The logic is simple: the step with the longest processing time must be the constraint.
However, this traditional assumption fails because cycle time alone does not capture the complexity of production systems. Factors such as variability, downtime, quality losses, and waiting times significantly influence process flow.
A machine may appear slow on paper, but if it operates consistently and without interruptions, it may not restrict the overall production flow.
Lean thinking encourages organizations to look beyond individual process speeds and focus on how the entire system behaves.
What Actually Defines a Bottleneck?
A true bottleneck is the point where flow is restricted and system throughput is limited. In other words, the bottleneck determines how much output the entire process can produce.
One of the most reliable indicators of a bottleneck is work-in-progress (WIP) accumulation. Inventory naturally builds up before the constraint because upstream processes continue producing while the constrained step cannot keep up.
This is why Lean practitioners often say “inventory never lies.” If materials are consistently piling up before a specific process step, that step is likely the true constraint.
Another key principle is that system output equals the output of the constraint process. Improving other steps outside the bottleneck will not increase overall production capacity. Instead, it often leads to higher inventory levels and increased operational costs.
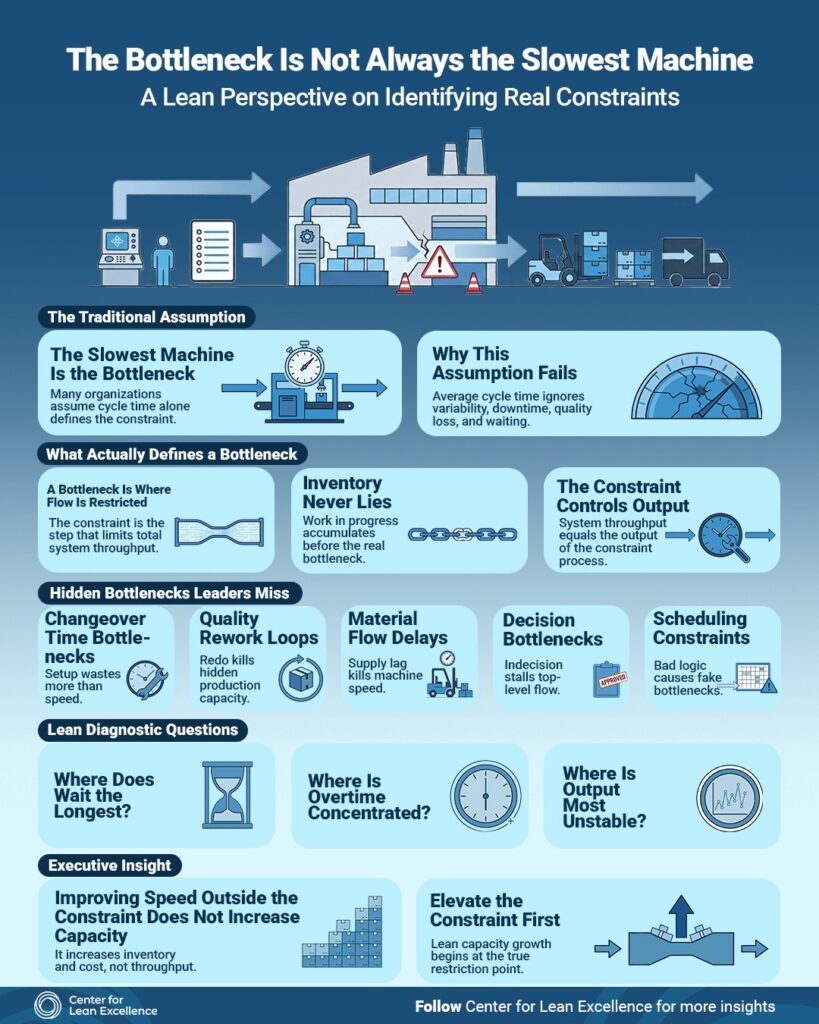
Hidden Bottlenecks Leaders Often Miss
In many organizations, bottlenecks are not machines at all. They are often hidden within operational practices, decision-making structures, or workflow inefficiencies.
1. Changeover Time Bottlenecks
Long setup or changeover times can drastically reduce effective production capacity. Even if a machine runs fast, frequent setup delays can make it the real constraint.
Applying SMED (Single-Minute Exchange of Dies) techniques is often an effective Lean strategy to eliminate this type of bottleneck.
2. Quality Rework Loops
Poor quality processes create hidden bottlenecks through rework and defect correction cycles. When products must repeatedly return for correction, production capacity is consumed without generating new output.
Implementing strong quality control and root cause analysis helps eliminate this constraint.
3. Material Flow Delays
Production speed is meaningless if materials do not arrive on time. Supply chain delays, poor internal logistics, or inefficient material handling frequently create bottlenecks that slow down production.
Optimizing material flow systems and internal logistics is critical to maintaining continuous production flow.
4. Decision Bottlenecks
In some organizations, processes pause while waiting for approvals or management decisions. These decision bottlenecks can quietly slow down operations, especially in engineering, design, or administrative workflows.
Empowering teams with decentralized decision-making authority often removes these constraints.
5. Scheduling Constraints
Poor production planning or scheduling logic can create artificial bottlenecks. When tasks are scheduled inefficiently, machines may sit idle while others are overloaded.
Using advanced scheduling tools and Lean production planning helps balance the workload across the system.
Lean Diagnostic Questions to Identify Bottlenecks
Lean leaders often ask three powerful diagnostic questions when identifying system constraints:
Where does waiting occur the most?
Processes where work frequently waits are strong candidates for bottlenecks.
Where is overtime concentrated?
Teams often work overtime in constraint areas to meet production targets.
Where is output most unstable?
High variability or inconsistent output often signals the presence of a bottleneck.
These questions shift the focus from individual machines to system-wide flow performance.
Executive Insight: Improve the Constraint First
One of the most important Lean principles is that improving processes outside the bottleneck does not increase overall throughput.
When non-constraint processes become faster, they simply produce more inventory that waits before the constraint. This increases storage costs, lead time, and operational complexity.
Instead, organizations should focus on elevating the constraint first. This means improving the capacity, reliability, or efficiency of the true bottleneck process.
Strategies such as capacity balancing, process redesign, automation, and waste elimination should always target the constraint before other areas.
Building a Flow-Focused Lean Organization
Organizations that master bottleneck identification gain a powerful competitive advantage. By focusing on flow efficiency instead of individual process speed, companies can significantly improve throughput while reducing operational waste.
Lean leaders understand that the goal is not to optimize every machine but to optimize the entire system.
When teams learn to identify and elevate the real constraint, they unlock faster production cycles, lower costs, and sustainable operational growth.

